Software development
Identification of a known or hidden need of the partner (Kano model):
- resolution of an emergency caused by a problem, a failure in the organization's workflow;
- increasing the effectiveness, efficiency and adequacy of a functional or production process;
- adding a product function to improve competitiveness;
Cost and benefit analysis.
Planning and management of main activities:
- Requirements Analysis
- Design -> Architecture
- Implementation -> Programming
- Analysis
- Debugging
- Deployment
- Maintenance
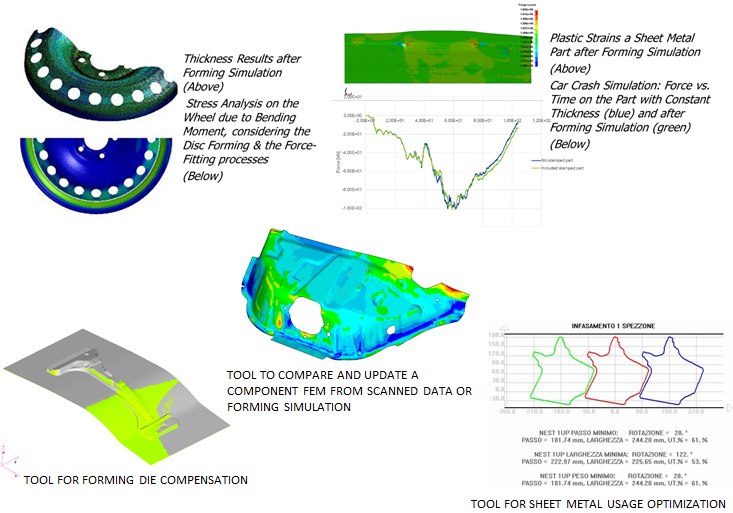
An example: the management of FEM models of stamped sheet metal parts
The need:
- minimize the overall cost of the forming operation and downstream process and maximize the performance-to-weight ratio of the finished product.
The solution:
- an application tool that manages springback compensation, 1-step forming analysis, minimum stock and nesting calculation, integration with product optimization, geometric analysis and updating of the model of the stamped sheet metal part, the simulation of the flanging and hemming, the analysis of the residual stresses and of the deviations from the nominal geometry.
The results:
- accurate process design; product structural optimization; tolerance verification; product and process concurrent engineering.
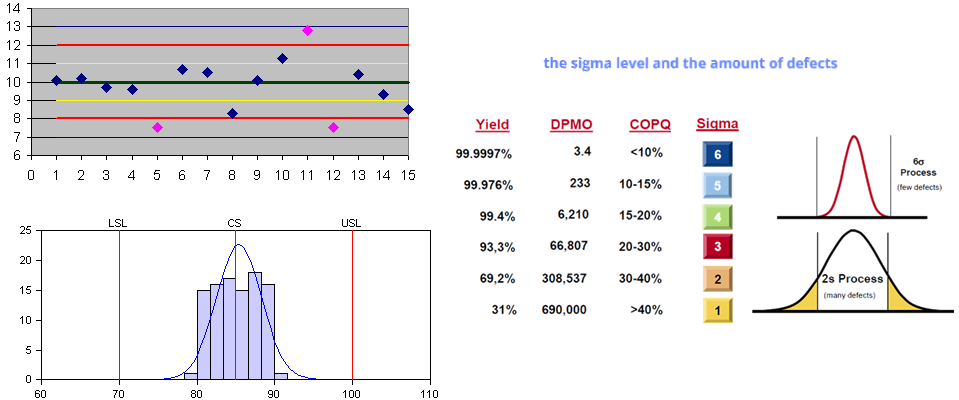
An example: the data management of a production control system
The need:
- minimization of COPQ (cost of non-quality) of a sheet metal forming process.
The solution:
- an application tool that reads information about the geometric values of the printed part, elaborates this information and provides outputs for the workshop operator and quality analyst. For the shop operator, it generates a graphical output with the status of the process and the correct information on the improvements to be implemented. For the analyst, it generates files accessible at any time that contain detailed information (control charts and process capabilities) on the current process or historical data.
The results:
- reduction of scrap and repair rates; greater knowledge and control of the process; facilitation of the identification of improvement actions.